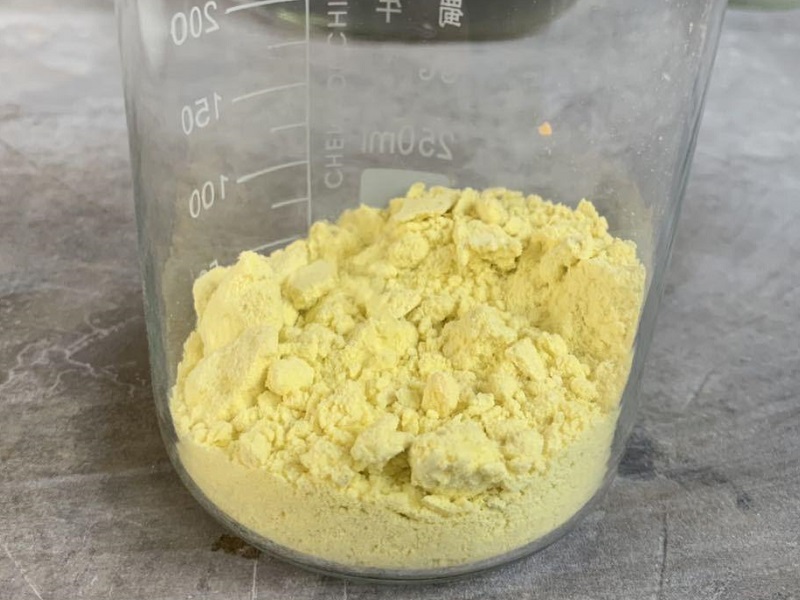
选矿药剂黄药市场发展趋势:环保与效率双驱动下的产业升级
在全球矿业绿色化转型的浪潮中,黄药作为有色金属浮选核心药剂,市场正经历结构性变革。数据显示,2023年全球黄药市场规模突破15亿美元,年复合增长率达6.8%,其中粒状黄药占比从2018年的22%提升至2023年的38%,成为主流产品形态。这一趋势背后,是环保法规对粉尘污染的严格限制(如我国《大气污染物综合排放标准》要求颗粒物排放≤10mg/m³)、国际运输安全标准(如IMO《国际海运危险货物规则》对易燃品包装等级的提升),以及选矿工艺对药剂溶解度(粒状黄药溶解速度比粉状快30%以上)和稳定性的更高要求。
我国作为全球Z大黄药生产国,年产超8万吨,但传统粉状黄药因粉尘污染严重、运输风险高,出口溢价仅为粒状产品的60%。随着“双碳”目标推进,国内90%以上的黄药企业正加速向制粒干燥工艺转型,干燥设备的技术升级成为产业升级的关键瓶颈。
黄药生产工艺解析:干燥环节的技术壁垒与传统困境
黄药生产遵循“合成-制粒-干燥”核心流程,其中干燥工序直接决定产品品质与生产成本。以乙基钠黄药为例,制粒后物料含水量高达20%,需通过真空干燥降至4%以下。传统干燥工艺面临三大技术挑战:
(1) 热敏性物料的品质风险
黄药在高温下易分解(分解温度≥110℃),传统耙式真空干燥机依赖夹套间接加热,物料局部温度可达120℃,导致有效成分(乙基黄原酸钠含量)从标准值91.5%降至85%以下,且颜色泛黄,影响浮选效果。云南某药剂厂数据显示,使用耙式干燥机时,产品结块率高达15%,需额外投入10%的人工进行粉碎筛分。
(2) 易燃易爆环境下的安全隐患
黄药干燥过程中挥发出的乙醇蒸汽浓度易达爆炸极限(1.3%-19%),传统设备密封性能不足(如盘式干燥机轴封泄漏率≥5%),曾引发多起粉尘爆炸事故。某企业采用盘式干燥机时,因加热盘粘料积热,导致局部自燃,直接经济损失超200万元。
(3) 高能耗与低效率的成本困境
传统真空干燥机能耗高达0.8-1.2kWh/kg水,以年产5000吨粒状黄药计算,年电费超300万元。且干燥周期长达5-6小时/批次,设备利用率不足60%,难以满足规模化生产需求。
和诚智能单锥真空干燥机:重构黄药干燥的技术逻辑
针对传统工艺痛点,江苏和诚智能基于流体力学与传热学创新,研发出适配黄药特性的单锥真空干燥系统,实现三大技术突破:
(1) 动态混合+低温干燥:品质与效率的双重跃升
三维螺旋搅拌技术:螺带与螺旋叶片形成“提升-抛撒-掺混”复合运动,物料在锥体内形成200次/分钟的循环翻转,热交换效率比传统设备提升40%。云南铜业试用数据显示,干燥时间从5.5小时缩短至3.2小时,产品实收率从84%提升至92%。
梯度控温工艺:采用夹套+螺带双重加热,通过PLC精准控制四阶段升温(45-55℃→65-75℃→80-95℃→95-105℃),避免局部过热。干燥后乙基黄原酸钠含量稳定在93%以上,游离碱≤0.15%,优于GB8147-87标准。
(2) 全封闭安全体系:从本质上消除风险
负压防爆设计:干燥过程维持≥73321Pa真空度,配合氮气吹扫系统,氧含量控制在0.5%以下,从根源上抑制爆炸风险。设备通过ATEX防爆要求,可在0区危险环境下稳定运行。
零泄漏密封结构:采用磁力驱动+双机械密封组合,泄漏率<0.1mL/min,彻底解决传统设备轴封泄漏问题,保障操作人员安全与环境合规。
(3) 节能与智能化:重新定义干燥成本
复合加热节能技术:夹套使用低压蒸汽(0.1-0.25MPa),螺带内置导热油循环,综合能耗降至0.5kWh/kg水,年节省电费超120万元(以5000吨产能计)。
全流程自动化控制:集成在线水分监测、真空度自适应调节、故障自诊断系统,单台设备可实现24小时无人值守,人工成本降低70%。四川某企业引入后,干燥环节操作人员从8人减至2人,生产效率提升3倍。
行业实践验证:从技术创新到价值落地
某上市药剂企业采用和诚单锥真空干燥机后,实现:
(1) 产品升级:粒状黄药出口占比从20%提升至60%,单价提高50美元/吨,年增利润超500万元;
(2) 环保达标:粉尘排放浓度<5mg/m³,远低于国标要求,通过要求;
(3) 安全增效:连续运行12个月无故障,设备综合效率(OEE)从58%提升至89%。
在全球矿业向绿色化、智能化转型的关键期,江苏和诚以单锥真空干燥机为支点,撬动黄药生产的全链条革新。我们不仅提供设备,更致力于成为客户转型升级的技术伙伴,以创新驱动行业突破传统桎梏,共赴高效、安全、可持续的未来。




 0519-88728688
0519-88728688